



噴砂知識分享
噴砂不再僅用於工業加工使用,現今更廣泛應用在我們生活之中。
|
|
1.什麼是噴砂?
針對金屬或非金屬經初步加工之零件進行的一種破壞性的加工方式,利用細小的研磨砂材顆粒對素材表面衝擊,讓表面產生像顆粒化般的凹陷使之形成霧面或侵蝕面,而達到除鏽、去毛刺(毛邊)、去氧化層、應力處理、摩擦系數調整、精密度調整、高附著力、美化、霧化、消光……等,並提升素材表面的光潔度,其用途運用廣泛。若更進一步進行表面處理,可以改變加工件表面的機械性質,物理、化學特性,例如耐磨耗、耐高溫、耐腐蝕...等等。
2.噴砂機的原理
噴砂機是利用壓縮空氣動力,把噴砂材料(如:陶瓷砂、鐵砂……等)高速噴射在需要處理的工件表面上,讓工件表面發生變化。在高壓衝擊作用下,會讓金屬表面產生不同的粗糙度與清潔度,讓金屬性能發生變化並提高了金屬工件抗疲勞能力、附著力度,並延長工件耐久性,更有利於塗料的流平與裝飾。
3.噴砂的功能與用途
4.影響噴砂機效果有哪些因素?
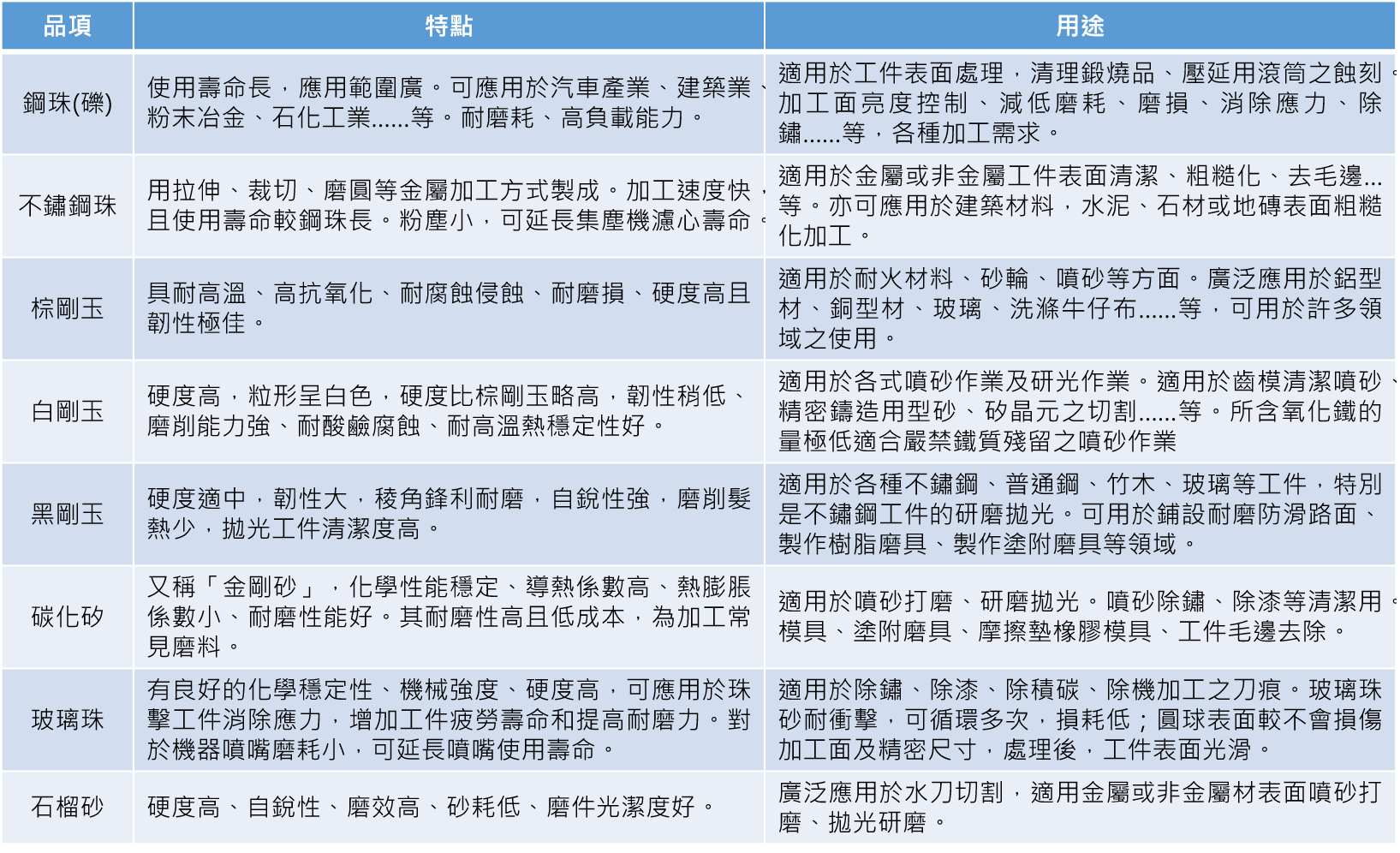
5.噴砂材的特點與用途?
|
§ EKYLE擁有專業的技術及知識,若您對油品的使用或挑選有任何問題,歡迎您來信或來電詢問唷 § |
|
※部分內容參考引用網路相關文獻及文章※
|

