|
1.什麼是粉末冶金?
以金屬粉末為原料,經比例調配混合後,於常溫或高溫之下採用模具壓製成形,再用低於金屬粉末熔點之溫度施予燒結或熱處理,使其成為堅固形體。目前已大量使用並取代一些機械強度要求不高而結構較為複雜的機械零件,尤其是對於結構較為複雜的機械零件,粉末冶金可大大降低製造成本。為提高零件精度,可在常溫下再做精確的整形和尺寸擠壓處理。
粉末冶金製成品,隨不同混合物原料、密度、擠壓力及燒結溫度而獲得不同機械性能。粉末冶金產品的應用範圍十分廣泛,有機械製造、精密儀器、五金工具、大型機械、電子工業、電機製仄、民用工業、軍事工業,均能見到粉末冶金的身影。
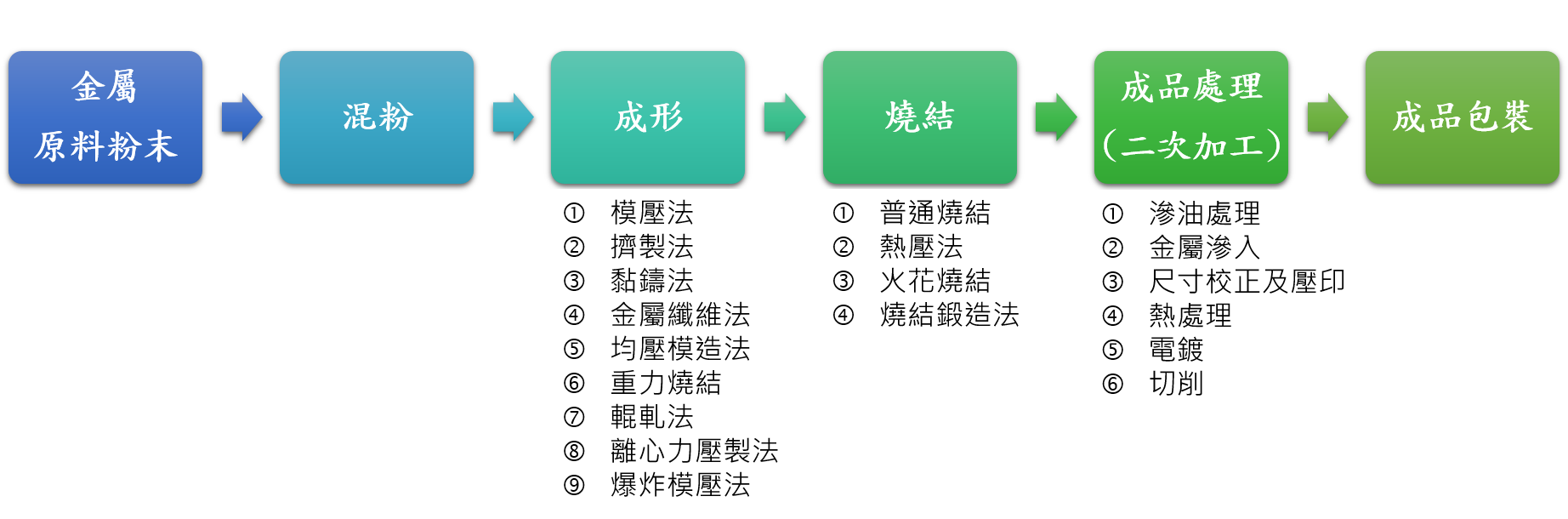
2.粉末冶金製作流程
(1)金屬粉末原料
原料粉的性質在粉末冶金製程中有相當密切的關係,由於金屬的物理與化學性質不同,製造粉的方法也不同。原料粉末性質包含:視密度:影響壓形模具的設計。流動率:流動率較差的粉末會導致模穴填充緩慢且不均勻。壓縮性:可預估欲得到的壓結密度所需之壓結壓力。生胚強度:為決定壓胚在燒結維持一定形狀及尺寸的能力。
(2)混粉
混合不相同的兩種粉末或兩種以上之粉末,再混合其他物質,如:成形劑,提高壓坯強度或為防止粉末混合料離析。潤滑劑,為降低壓型時粉末顆粒與模壁和模沖間摩擦、改善壓坯的密度分布、減少壓模磨損和有利脫模。在混合作業時,要注意不要產生「偏析現象」。偏析現象,就是粉末無均勻混合,導致粉末冶金原料發生分離的現象。混料時間過短,混合不均造成偏析;時間過長有可能造成加工硬化。所以,混料的時間拿捏要十分注意避免產生以上現象發生。
(3)成形
將混合均勻之粉末送入模具中經由高壓成形為燒結前做準備,以下為常見的成形方法:
- 模壓法:模具壓成,利用油壓動力或機械式壓力機。粉末中須添加潤滑劑,增加其流動性。
- 擠製法:將調成糊狀之金屬粉末、擠過模具並加熱燒結。製品斷面一致,密度、強度佳。
- 黏鑄法:將調成糊狀之金屬粉末,注入石膏模中,使水份被石膏吸收而成形。施工容易,外形尺寸均不受限制,但密度較差。
- 金屬纖維法:以細金屬線取代金屬粉末,加以燒結,製成孔隙比極大之製品,適於製作多孔性網狀物體。
- 均壓模造法:利用流體介質傳遞壓力,可得到最均勻的密度及強度一致的製品。均壓法,以矽膠或橡膠作模具,內裝粉末。置於壓力器內施以液壓,得到濕粉塊後再經燒結。熱均壓法是成形與燒結同時進行,成形室即為燒結爐。
- 重力燒結:將金屬粉末均勻分佈在陶瓷盤上,在氨氣中加溫燒結而成,適於多孔性不銹鋼之過濾板之製造。燒結後的金屬板,可再施行滾軋,以控制厚度,並增加表面光平度。
- 輥軋法:將金屬粉末,經滾子輥壓成板狀製品加以燒結,可控制其孔隙度,適合製造不同材料合成之雙金屬片,可連續操作,適於大量生產。
- 離心力壓製法:利用高速迴轉所產生之離心力,使粉末在模穴內成型。可用於比重較大金屬粉末成型,如碳化鎢。或形狀簡單的單一截面製品,如套筒、圓柱、刀尖塊等。
- 爆炸模壓法:利用爆炸產生之能量,擠壓模具,可產生高密度之製品,可減少燒結時間及變形量,但產品的外形不可太複雜。
(4)燒結
將緊密堆機的金屬粉末,在該金屬熔點以下的溫度加熱使之收縮並緻密化的過程,使粒子相結合以達到預期之機械強度,燒結後的物體稱為燒結體。燒結方式大約有以下4種:
- 普通燒結:一般燒結爐在控制氣氛中燒結,加溫不加壓,又稱爐中燒結。
- 熱壓法:將成形與燒結過程結合在一起,可以大幅縮短製程時間,強度、密度、精度均提高,但相對的模具壽命會減短,所以模具需使用耐熱之材質。
- 火花燒結:模具以石墨製成,通電流產生火花,同時壓實,不同於一般熱壓法。可用於鋁、銅、鐵、不鏽鋼之燒結,除高溫金屬如:碳化鎢以外。
- 燒結鍛造法:將金屬粉末燒結再加以鍛造,可得到密度接近於100%的產品,其強度甚至大於其他加工法。
(5)成品處理(二次加工)
燒結後之成品,因其他特殊需求而再次加工處理,稱為二次加工,以下為常見的幾種方式:
- 滲油處理:將多孔性軸承,利用毛細管原理將潤滑油滲入孔隙中。
- 金屬滲入:將低熔點金屬熔化後,利用毛細管原理滲入燒結後的製品中。
- 尺寸校正及壓印:將燒結後製品重新再放入摩中壓擠、複壓,可增加製品密度。
- 熱處理:所有製品均可用普通熱處理方始處理,可增加製品的硬度,但不宜用於鹽浴爐及液體滲碳處理。
- 電鍍:高密度製品可直接電鍍,低密度製品應先以珠擊法、擦光法或樹脂滲入法,待孔隙封閉後再電鍍。
- 切削:製品若有螺紋、側孔、溝槽或過切部位,無法以模壓成形,必須藉切削完成。
3.粉末冶金特點
粉末冶金製品可隨不同混合物原料、密度、擠壓力及燒結溫度而獲得不同的機械性能。主要有以下特點:(1)可以自動化並量產,效率高及降低成本。(2)加工精確度高,品質均一。(3)成型性良好之粉末,幾乎不需要後加工。(4)加熱溫度較鑄造低,省能源;廢料少,材料利用率高達95%以上,且無須高度操作技術。(5)化學成分均勻,產品品質優良。沒有熔解鑄造產生偏析或晶粒粗大的材料缺點。(6)多孔材料、多層金屬、碳化物刀具等僅能以此法製造。(7)可混合熔點不同之數種金屬製成產品。
4.粉末冶金產品於清洗後會遇到哪些問題?
粉末冶金廠家大多利用粉末冶金超聲波清洗機來清洗粉末冶金零件上的粉塵,油污等,但在平時生產清洗過程中仍會遇到不同程度的問題,以下為粉末冶金製品清洗過程中遇到的問題以及解決方法。
- 零件清洗效果不均:以設備結構來說,市面上普遍為機械臂式、履帶通過式超聲波清洗設備。兩者均可採用PLC程控預設清洗工序,但目前存在清洗工裝設計不合理、超聲波輻射面過寬等問題,從而導致不同位面的零件清洗效果不均,需人工二次處理。由於粉末冶金製品經壓制、燒結後表面殘留有大量細微顆粒,理想的清洗方式是在聲波輻射過程中增加拋動工序或保持零件輕微翻滾,從而有效抖落已被清洗剝離的顆粒物;螺旋滾筒式全自動超聲波清洗機,針對中小型粉末冶金齒輪件、零件製品等清洗具有獨到的效果。由於零件在清洗過程中保持緩慢翻滾旋轉,超聲波可有效輻射至各個位面,解決了清洗不均的問題。同時,顆粒物在過程中不斷翻滾、掉落,徹底解決了傳統清洗方式的缺陷。至於零件互相碰撞問題,由於滾筒轉速可調,零件一直處於滾筒底部經由螺旋線推送出料,除了有特別要求的拋光面零件,一般的結構件、齒輪件不會損傷,尤其適合淬火後的粉末冶金件。
- 注意設備的保養清潔:清洗過程中要特別注意設備的保養清潔,許多超聲設備起初清洗效果顯著,使用一段時間後因顆粒物堆積,使聲波輻射大幅衰減,影響了零件清洗的穩定性。設備需附設自清潔系統,通過過濾循環、粉末分離裝置保持介質純凈,從而減輕超聲波工作壓力,確保清洗的穩定性。
- 防鏽問題:因粉末冶金的多孔性結構,最重要的就是清洗後的防鏽問題。以清洗介質來說,現階段一般採用煤油或白油,後者較前者防鏽性能更佳,但由於張力較大,對超聲波功率、密度有一定要求,普通的超聲波機器較無法匹配油性介質的零件清洗要求。而水溶性清洗介質清洗光亮度佳,但必須增添脫水防鏽工序,否則日後零件容易從內而外鏽蝕,影響成品質量。
5.粉末冶金製品如何使用防鏽油品?
燒結過後以及清洗過後的粉末冶金零件會有許多小空隙,是肉眼無法看見的,所以需要浸泡防鏽油來防止空氣中的水氣、酸氣及鹽份等侵入造成製品產生鏽蝕。浸油的方式共有3種:
- 普通浸油:將清洗乾淨的製品放入油品中浸泡,油品因毛細現象的作用下,浸入製品的孔隙中。但此種方法較為耗時且效率低,僅適用於含油率不高的製品中。
- 真空浸油:將清洗乾淨的製品放入真空箱中,在真空負壓下進行滲油處理,讓防鏽油可快速均勻滲透製粉末冶金製品中的所有細微毛孔和空隙中。真空浸油比普通浸油在等待時間上可以大幅縮減,同時可以減少滴油過程中的時間及耗損。
- 加熱浸油:將清洗乾淨的製品放入加熱的油品中浸泡,由於製品受熱使孔隙中的空氣膨脹,使部分空氣被排除。冷卻後,剩餘部分的空氣收縮時將油品吸入孔隙中。因熱油流動性高、潤滑性佳,可使更多的油品浸入製品中。
EKYLE不僅可以提供優質的粉末冶金原料,更提供具有高性能抗鹽霧、抗濕氣、抗乳化、抗酸鹼的防鏽油。對於粉末冶金製品更具有極佳的耐腐蝕及防鏽功效,使用防鏽力極佳的油品讓您的製品得到最完善的防護。
|